

压力、流速--抛光工艺参数该如何调整
发布日期:2024-08-02
引言
在SIC晶圆抛光中压力与流速的工艺参数是非常关键的一环,那么该如何调整这两个工艺参数呢?以下是我司对它们的一些测试数据进行的情况分析。
测试过程
挑选我司SIC-03K抛光液搭配S系列抛光垫,再分别调控压力、抛光液流速等参数,进行多组对照实验:

SIC-03K抛光液
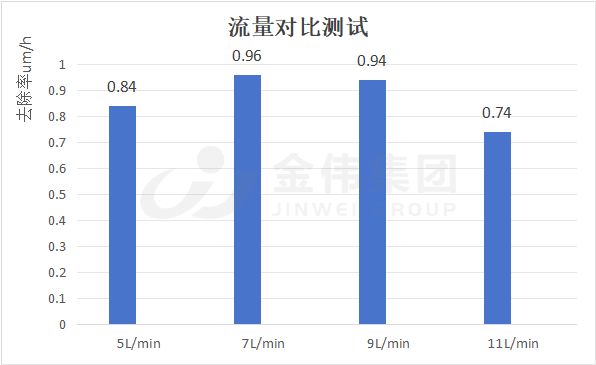
SIC-03K抛光液搭配S系列抛光垫,在其他参数相同的条件下,流速分别使用5L/min、7L/min、9L/min、11L/min,进行多次实验,实验去除率数据如下图:
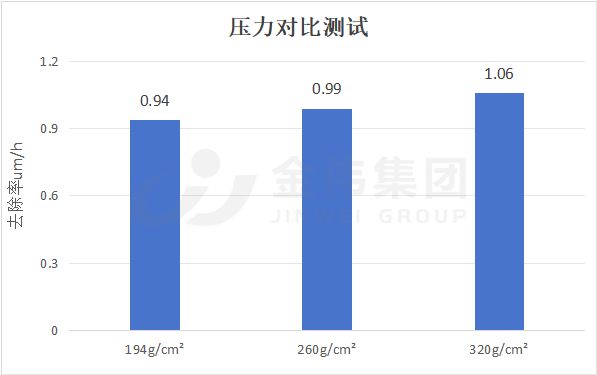
SIC-03K抛光液搭配S系列抛光垫,在其他参数相同的条件下,调整压力194g/cm²、260g/cm²、320g/cm²进行多次实验,实验去除率如下图:
实验结果
流量相关测试结束后观测晶圆表面情况如下图:
|  |
| 5L/min | 7L/min |
 |  |
| 9L/min | 11L/min |
压力相关测试结束后观测晶圆表面情况如下图:
|  |  |
194g/cm² | 260g/cm² | 320g/cm² |

结论
在使用SIC-03K搭配S系列抛光垫时,发现流速控制在7-9L/min时去除率最佳,流速在5L/min时效果次之,应是氧化性能未达到阙值;11L/min目前效果最低,应是流量过大,磨料无法有效带走氧化层,因此可通过调配抛光液成分比例控制最佳值的区间范围。压力参数方面,在194-320g/cm²的压力范围内,去除率基本与压力成正比,但提升的幅度较小,而压力过大可能会导致表面损伤加剧,产生划痕、微裂纹等表面缺陷问题,影响后续的器件性能和可靠性。
因此,我们可以通过调配抛光液氧化性能、固含量比例,来控制流速最佳值的区间范围,而压力我们需要保证良好的表面情况下,来确定最大承受压力。
-END-
Copyright © 2023 深圳金伟半导体材料有限公司. All Rights Reserved. 鄂ICP备19016496号

